Odlewanie ciśnieniowe
Proces odlewania ciśnieniowego polega na wtłaczaniu stopionego metalu do formy pod wysokim ciśnieniem w celu utworzenia różnych złożonych kształtów części okuć do drzwi. Proces ten musi zostać zakończony w bardzo krótkim czasie, aby zapobiec ochłodzeniu i zestaleniu metalu. Po wtryśnięciu ciekłego metalu do formy należy go schłodzić i zestalić. Proces chłodzenia kończy się zwykle w ciągu kilku sekund do kilku minut, w zależności od rozmiaru i kształtu części. Po schłodzeniu część zostanie wyjęta z formy i poddana późniejszej obróbce.

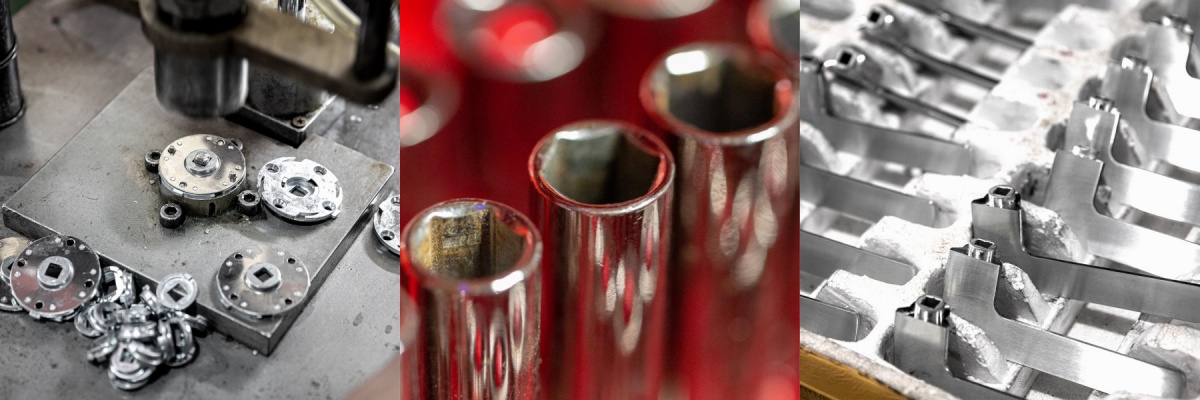
Obróbka
Usunięte półfabrykaty i odlewy ciśnieniowe zwykle wymagają pewnych procedur obróbki końcowej, takich jak usuwanie zadziorów, obróbka powierzchni, obróbka skrawaniem (wiercenie, gwintowanie) itp. Procedury te mogą poprawić jakość powierzchni i dokładność wymiarową części, aby spełnić wymagania projektowe.
CNC (komputerowe sterowanie numeryczne)
Proces CNC wykorzystuje programy komputerowe do kontrolowania ruchu i działania obrabiarek i może skutecznie i dokładnie wykonywać różne zadania związane z cięciem, frezowaniem, toczeniem, wierceniem i innymi obróbkami części okuć do drzwi.
Obrabiarki CNC mogą pracować w sposób ciągły bez interwencji człowieka, znacznie poprawiając wydajność produkcji. Czas obróbki skomplikowanych części zostaje znacznie skrócony, a cykl produkcyjny znacznie skrócony.
Zmieniając programy i narzędzia, obrabiarki CNC mogą szybko dostosować się do potrzeb przetwarzania różnych części. Ta elastyczność sprawia, że proces CNC nadaje się do małych serii modeli produkcyjnych dostosowanych do potrzeb klienta.

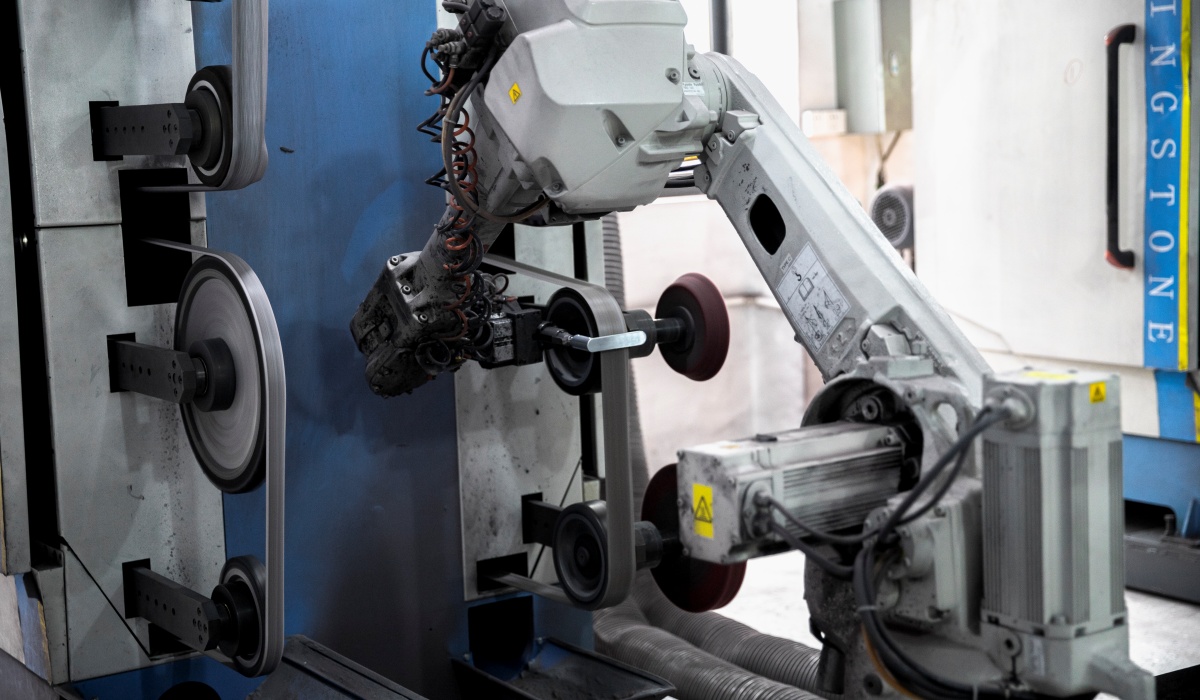
Polerowanie
Polerowanie jest zawsze ważne. Posiadamy własną polerownię zatrudniającą około 15 doświadczonych pracowników. Przede wszystkim do polerowania „wypływków” i „śladów” stosujemy pasy ścierne szorstkie (duże ziarno ścierne). Po drugie, do polerowania kształtów stosujemy drobne (drobne ziarno ścierne) pasy ścierne. Na koniec używamy bawełnianego koła do wypolerowania błyszczącej powierzchni. Dzięki temu na galwanizacji nie pojawią się pęcherzyki powietrza i fale.

Proces obróbki powierzchni: galwanizacja/farba natryskowa/anodowanie
Po usunięciu zanieczyszczeń na powierzchni produktu czas na dodanie koloru. Proces ten nazywany jest „galwanizacją”, a produkt, który został poddany temu procesowi, nazywany jest częściami galwanicznymi.
Montaż
Połączenie uchwytu i podstawy: Połącz część uchwytu i podstawę za pomocą śrub lub klamer i upewnij się, że połączenie pomiędzy każdą częścią jest mocne i nie luźne.
Test funkcjonalny: Po montażu należy wykonać test funkcjonalny klamki drzwi, aby upewnić się, że obrót, włącznik i inne operacje przebiegają płynnie i nie występują zacięcia.
